

Фотополимерная печать SLA, DLP, LCD

Фотополимерная 3D печать по технологиям SLA, DLP, LCD
Самый точный и быстрый способ печати, который позволяет получить изделия с гладкой поверхностью
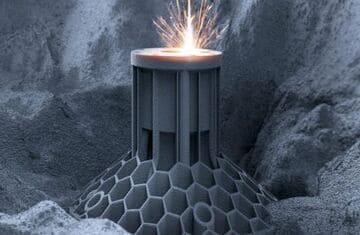
Фотополимерная 3Д печать - это один из самых популярных способов аддитивного производства. Она представлена преимущественно такими технологиями как: SLA, DLP и LCD, которые работают по одному и тому же принципу. Они используют источник света— лазер или проектор — для отверждения жидкого фотополимера. Основное отличие - расположение основных компонентов.
Процесс печати выглядит так: 1) валик принтера формирует тонкий слой жидкого полимера и распределяет его по всей платформе -> 2) при попадании света смола переходит из жидкого состояния в твердое -> 3) модель опускается на толщину слоя, и валик формирует новый слой.

Особенности фотополимерной 3D печати
Фотополимерную печать среди других технологий отличает высочайшее разрешение и точность, самые четкие детали и самая гладкая поверхность. Изделия, напечатанные с использованием этого метода, как правило, изотропны - их прочность в среднем постоянна независимо от ориентации. В результате получаются детали с предсказуемыми механическими характеристиками, критически важными в изготовлении деталей конечного назначения и функционального прототипирования.
При всех своих преимуществах печать фотоотверждаемой смолой имеет и ряд недостатков. Фотополимеры нестабильны с течением времени, и большинство смол не обладают сбалансированной ударопрочностью /термостойкостью. Относительно высокая стоимость печати и время выполнения заказа не позволяют масштабировать производство. Таким образом, при объемном производстве всегда выгоднее использовать литье или формование.
Как заказать печать
Вы предоставляете готовую 3D модель или ТЗ
Просто заполните форму заявки ниже и опишите Вашу задачу, добавьте фото.
Рассчитываем стоимость
На основе Ваших пожеланий мы подбираем наиболее фотополимер
Процесс фотополимерной печати
Печать производится на профессиональных SLA и LCD принтерах
Доставляем готовое изделие
Изделие упаковывается и доставляется по Москве и России. Доступен самовывоз.
Материалы для фотополимерной печати
Большой выбор фотополимерных смол с разнообразными физико- химическими свойствами, позволяет использовать фотополимерную печать во многих профессиональных областях: стоматологии, ювелирном деле, изготовлении высокоточных прототипов, литье в силиконовые формы и др. Не беспокойтесь о выборе правильного материала. Если вы не уверены — мы с радостью поможем вам подобрать нужный.

Модельная смола
Универсальность, низкая стоимость. Печать деталей, ориентированных на универсальное использование, мастер моделей.

Выжигаемая смола
Выжигаемая, высокая детализация. Подойдет для изготовления ювелирных изделий, мелких и сложных деталей.

Дентальная смола
Сертификаты биосовместимости, высокая точность. Печать хирургических направляющих, коронок, протезов, фиксаторов, элайнеров.

Резиноподобная смола
Низкий модуль растяжения и высокое удлинение при разрыве. Позволяет имитировать резиновые детали, гибкие и мягкие на ощупь.

Инженерная смола
Ударная прочность, термостойкость. Подходят для функционального прототипирования, тестирования и производства..
Закажите звонок технического специалиста

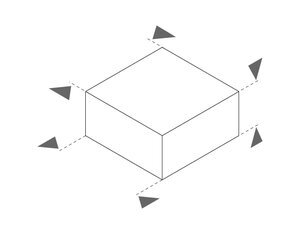
Высота слоя
Высота слоя влияет как на скорость, так и на качество печати. Печать с высокими слоями более быстрая но менее детализированная. Наоборот, уменьшив высоту слоя можно значительно повысить качество печати, помимо этого полученная деталь будет имеет более гладкую поверхность. В зависимости от формы поверхности изделия (искривленная или перпендикулярная) линии слоев могут быть выражены в бОльшей или меньшей степени.
Наши рекомендации по выбору слоя:
- 100 микрон — подойдет для черновых, быстрых распечаток
- 50 микрон — идеальное сочетание отличного качества и скорости
- 25 микрон — позволяет уловить даже мелкие детали, подойдет для высококачественной печати
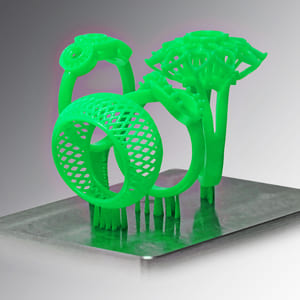
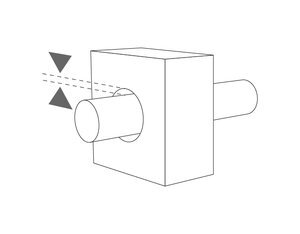
Поддерживающие структуры

Для того чтобы модель не деформировалась во время печати, требуются поддерживающие конструкции (поддержки) для выступающих частей. Поддержки выполнены из того же материала, что и модель. Они создаются автоматически в программе- слайсере и удаляются вручную. Дополнительным преимуществом использования поддерживающих структур является более аккуратное и быстрое удаление отпечатка с печатного стола.
Обратите внимание, расход фотополимерной смолы на поддержки может быть достаточно большим, это нужно иметь ввиду при предварительном расчете стоимости печати.
Цены на 3D печать фотополимерами
На стоимость печати в данном случае влияют два параметра: 1) материал , 2) слой или качество печати. В таблице указан порядок цен исходя из выбранного качества и объема заказа. Объем здесь - это общее количество затрачиваемого материала, в том числе и поддержек. Количество затрачиваемого на поддержки фотополимера может быть сопоставимо с объемом смолы затрачиваемой на саму печать.
| Объем 0 – 20 см3 |
Объем 20 – 200 см3 |
Объем 200 – 400 см3 |
Объем 400 – 1000 см3 |
Объем от 1000 см3 |
|
|---|---|---|---|---|---|
| Слой 100 микрон | фикс. цена 1500₽ | 69.5₽ | 66.5₽ | 63.0₽ | 60.0₽ |
| Слой 50 микрон | фикс. цена 1500₽ | 81.0₽ | 77.2₽ | 73.5₽ | 70.0₽ |
| Слой 25 микрон | фикс. цена 2400₽ | 121.5₽ | 115.8₽ | 110.3₽ | 105.0₽ |
| Объем 0 – 15 см3 |
Объем 15 – 200 см3 |
Объем 200 – 400 см3 |
Объем 400 – 1000 см3 |
Объем от 1000 см3 |
|
|---|---|---|---|---|---|
| Слой 100 микрон | фикс. цена 2600₽ | 173.7₽ | 165.4₽ | 157.6₽ | 150.0₽ |
| Слой 50 микрон | фикс. цена 3000₽ | 202.6₽ | 192.9₽ | 183.8₽ | 175.0₽ |
| Слой 25 микрон | фикс. цена 4000₽ | 263.8₽ | 250.7₽ | 238.9₽ | 227.5₽ |
| Объем 0 – 15 см3 |
Объем 15 – 200 см3 |
Объем 200 – 400 см3 |
Объем 400 – 1000 см3 |
Объем от 1000 см3 |
|
|---|---|---|---|---|---|
| Слой 100 микрон | фикс. цена 2600₽ | 177.5₽ | 169.0₽ | 161.3₽ | 155.0₽ |
| Слой 50 микрон | фикс. цена 3000₽ | 207.3₽ | 195.2₽ | 188.4₽ | 179.0₽ |
| Слой 25 микрон | фикс. цена 4000₽ | 267.2₽ | 255.0₽ | 243.7₽ | 233.2₽ |
| Объем 0 – 20 см3 |
Объем 20 – 200 см3 |
Объем 200 – 400 см3 |
Объем 400 – 1000 см3 |
Объем от 1000 см3 |
|
|---|---|---|---|---|---|
| Слой 100 микрон | фикс. цена 2100₽ | 104.3₽ | 66.5₽ | 63.0₽ | 60.0₽ |
| Слой 50 микрон | фикс. цена 2400₽ | 122.3₽ | 117.2₽ | 114.5₽ | 109.0₽ |
| Слой 25 микрон | фикс. цена 3600₽ | 181.4₽ | 173.5₽ | 167.4₽ | 158.0₽ |
| Объем 0 – 15 см3 |
Объем 15 – 200 см3 |
Объем 200 – 400 см3 |
Объем 400 – 1000 см3 |
Объем от 1000 см3 |
|
|---|---|---|---|---|---|
| Слой 100 микрон | фикс. цена 3200₽ | 213.1₽ | 202.8₽ | 193.5₽ | 186.0₽ |
| Слой 50 микрон | фикс. цена 3700₽ | 248.7₽ | 234.2₽ | 226.1₽ | 214.0₽ |
| Слой 25 микрон | фикс. цена 4000₽ | 320.2₽ | 306.0₽ | 292.4₽ | 279.2₽ |
Получите быстрый расчёт стоимости
Отправьте заявку. Наши специалисты ответят в течение 20 минут.
Наши фотополимерные принтеры

Wanhao Duplicator 8 (D8)
LCD фотополимерный принтер начального уровня
Печать фотополимерами
Технология печати: LCD
Количество: 2 шт

Zortrax Inkspire
LCD принтер - наша основная единица фотополимерной печати
Печать фотополимерами
Технология: LCD
Количество: 4 шт

Formlabs Form 3
Профессиональный фотополимерный SLA принтер
Печать фотополимерами
Технология печати: SLA
Количество: 1 шт
Основные сферы применения
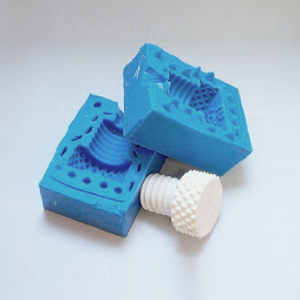
Мастер модели под литье в силикон

Стоматология
Ювелирное дело, прямое литье

Корпуса

3D прототипирование

Фигурки, игрушки
Работы с примерами фотополимерной печати
В данном разделе Вы можете сориентироваться по стоимости изготовления небольших изделий, а также комплексных проектов.












Руководство по созданию моделей для фотополимерной печати
Здесь собраны общие рекомендации по проектированию моделей. Убедитесь, что ваши модели соответствуют требованиям для фотополимерной печати (технологии: SLA, DLP, LCD). Иногда детали с не укладывающейся в требования геометрией могут успешно распечататься. Однако для достижения предсказуемых результатов, пожалуйста, воспользуйтесь этим руководством.
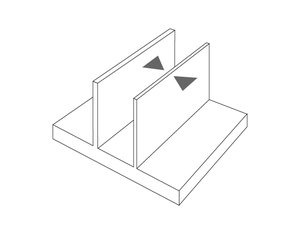
Поддерживаемая стенка
> 0,4 мм
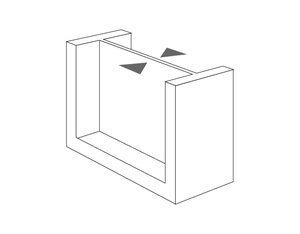
Неподдерживаемая стенка
> 0,6 мм
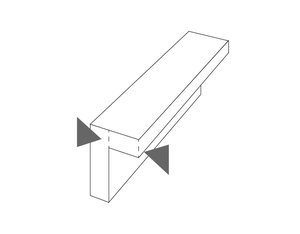
Длина выступа
< 1 мм
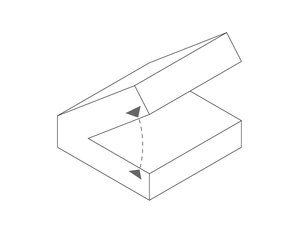
Наклон выступа
> 19°
Горизонтальный мост
< 21 мм
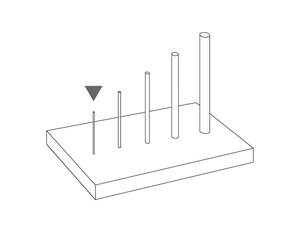
Диаметр стержня
> 1 - 2 мм
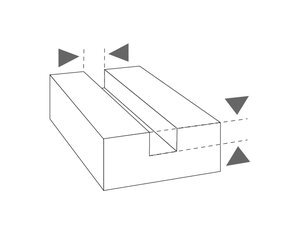
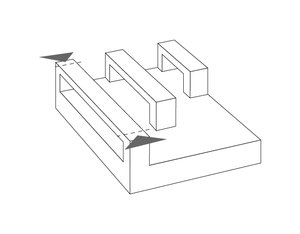
Канавки
> 0,4 мм
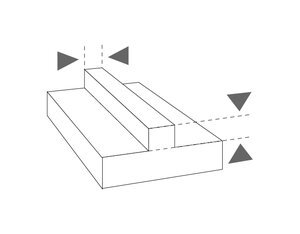
Выпуклый рельеф
> 0,1 мм
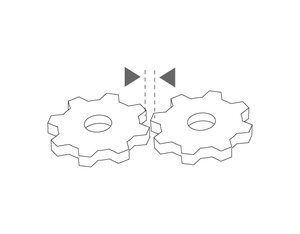
Подвижные детали
0,5 мм
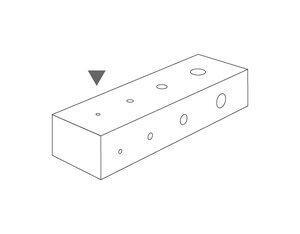
Диаметр отверстия
> 0,5 мм
Минимальный зазор
0,1 мм
Размер детали
< 74 x 132 x 175 мм
Альтернативные технологии:


Тот случай, когда проще - лучше
Скопируйте адрес почты или нажмите: zakaz@unit3dprint.ru
Напишите письмо, приложите файл, фото, чертеж…
Через 2 минуты специалист начнёт расчёт
Доставляем продукцию в любую точку России
Наши клиенты это крупные, средние и малые предприятия по всей стране, а также частные лица. Доставляем изделия в страны ближнего зарубежья и Европу.

