

SLM 3D печать металлом

СЕЛЕКТИВНОЕ ЛАЗЕРНОЕ ПЛАВЛЕНИЕ ПОРОШКОВ МЕТАЛЛОВ
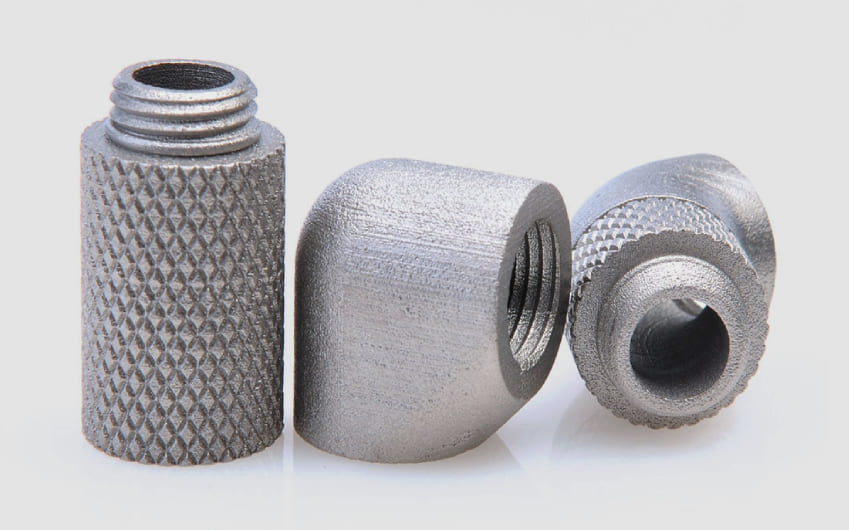
3D печать металлом SLM, DMLS
Применяется в промышленности, позволяет создавать сложные и детализированные детали, которые были бы невозможны при любой другой технологии.
Технологии SLM и DMLS печати очень похожи. Разница между ними заключается в температуре плавления металлического порошка. Процесс печати происходит следующим образом: 1) камера построения заполняется инертным газом -> 2) тонкий слой металлического порошка распределяется по платформе -> 3) высокомощный лазер плавит (SLM) или спекает (DMLS) металлические частицы между собой -> 4) после формирования слоя, платформа опускается.

Особенности порошковой печати металлами
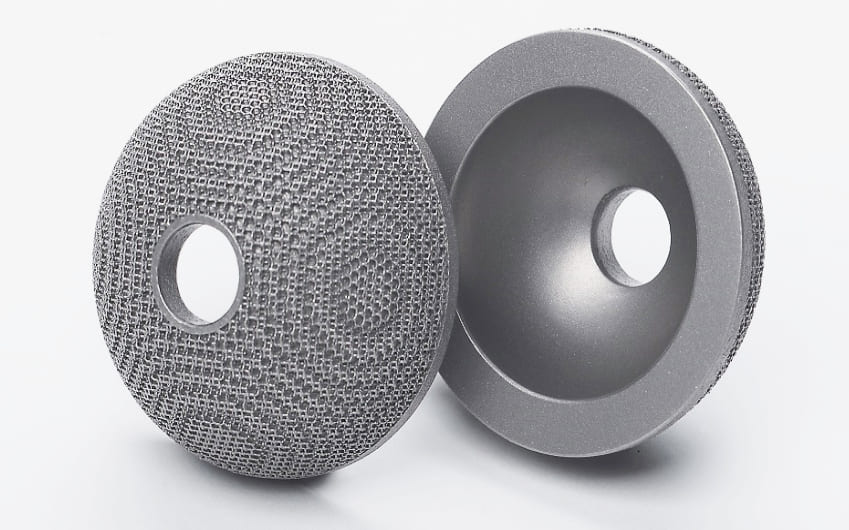
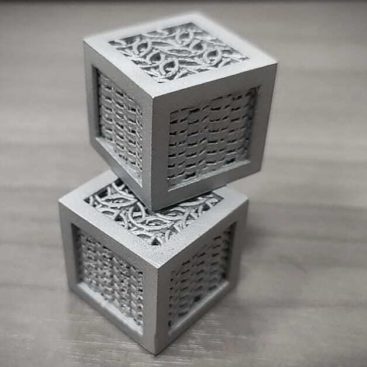
Порошковая печать металлами имеет ряд важных преимуществ по сравнению с традиционными методами производства. Прежде всего это возможность изготовления деталей со сложной геометрией и сокращение времени производства.
Благодаря большому разнообразию металлических порошков, данная технология получила широкое распространение в авиакосмической, машиностроительной промышленности и медицине. Готовые изделия отличаются высоким качеством и прочностью, имеют хорошие механические свойства во всех направлениях.
У 3д печати металлами имеется и ряд недостатков. Сюда можно отнести высокие цены, обусловленные высокой стоимостью DMLS и SLM принтеров и металлических порошков, шероховатая поверхность полученных деталей, а также обязательное наличие у оператора специализированных навыков и знаний в области проектирования и производства.
Как оформить заказ
Вы присылаете 3D модель или тех. задание на ее создание
Заполните заявку ниже, добавьте нужный металл, требования к детали, ее область применения
Расчет стоимости изготовления
На основе технических требований мы подбираем материал печати и оборудование
Процесс SLM печати металлом
Мы печатаем на профессиональных SLM, DMLS принтерах, доступна постпечатная обработка
Доставляем напечатанные детали
После упаковки детали доставляются по Москве и России. Доступен самовывоз.
Материалы для металлической SLM печати
Мы предлагаем большой выбор порошковых металлов для 3D печати, которые позволяют закрыть широкий спектр задач. От алюминия и нержавеющей стали до никелевого сплава и титана.

Нержавеющая сталь 316L (аналог ПР-07Х18Н12М2)
Используется в аэрокосмической, пищевой, авто промышленности. Подходит для изготовления хирургических инструментов, бытовых целей.
Предел прочности: >510 МПа
Предел текучести: >300 МПа
Модуль упругости: >180 ГПа
Удлинение при разрыве: >45%
Твердость: >170 HV

Алюминий AlSi10Mg (аналог RS-300)
Применяется в автомобилестроении, аэрокосмической области, в изготовлении корпусов, воздуховодов, пресс-форм, прототипировании.
Предел прочности: >450 МПа
Предел текучести: >230 МПа
Модуль упругости: >68 ГПа
Удлинение при разрыве: >5%
Твердость: >80 HV
Никелевый сплав Inconel 718
Является важным сплавом для производства компонентов авиационных двигателей, турбин и других высокотемпературных применений.
Предел прочности: >940 МПа
Предел текучести: >750 МПа
Модуль упругости: >220 ГПа
Удлинение при разрыве: >8%
Твердость: >300 HV
Титан TI6AL4V ELI (аналог сплава ВТ6)
Широко используется для изготовления деталей в аэрокосмической и автомобильной промышленности, а также в биомедицинских приложениях.
Предел прочности: >900 МПа
Предел текучести: >830 МПа
Модуль упругости: >110 ГПа
Удлинение при разрыве: >10%
Твердость: >310 HV

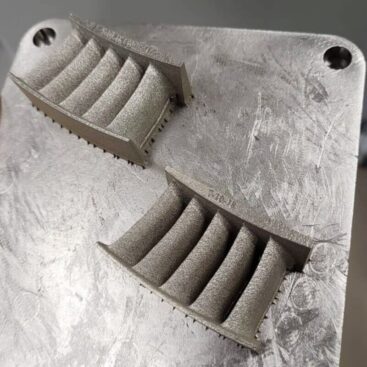
Поддерживающие структуры в SLM технологии
Поддерживающие структуры (поддержки) применяются в SLM печати металлами всегда. Они используются не только для непосредственной поддержки детали во время печати, но и необходимы для отвода тепла от изделия, чтобы предотвратить тепловые деформации.
Поскольку поддержки строятся из того же материала что и сами детали, их удаление может быть довольно сложным и трудоемким процессом, что ведет к удорожанию производства. Кроме того на генерацию поддержек требуется большое количество дорогого материала (иногда до 40% от общего объема напечатанного изделия), что также отражается на конечной стоимости.
Наши 3d принтеры для печати металлами управляются специализированных софтом (слайсером). Данное ПО позволяет сгенерировать поддержки таким образом, чтобы уменьшить их количество, не увеличивая вероятность возможных деформаций детали.
Постобработка готовых изделий

Для улучшения механических свойств, точности и внешнего вида напечатанных деталей применяется постобработка. Затраты на нее могут составлять до 60 % от общей стоимости изготовления детали:
1) Удаление металлического порошка — входит в стоимость!
2) Удаление поддерживающих структур — входит в стоимость!
3) Термическая обработка (отжиг) для снятия остаточных напряжений и улучшения механических свойств — дополнительно!
4) Использование ЧПУ для обработки важных с точки зрения размеров деталей (таких как отверстия или резьба) — дополнительно!
5) Полировка и обработка, нанесение металлических покрытий с целью улучшить качество поверхности — дополнительно!
Печать металлом цены
Стоимость slm печати будет зависеть от нескольких факторов: 1) от выбранного металла, 2) геометрии детали (влияет на количество поддержек), 3) необходимости в постобработке. В таблице ниже указан примерный порядок цен в зависимости от выбранного металла и объема заказа.
| Объем 0 – 5 см3 |
Объем 5 – 30 см3 |
Объем 30 – 95 см3 |
Объем 95 – 500 см3 |
Объем от 500 см3 |
|
|---|---|---|---|---|---|
| Заполнение 100% | фикс. цена 5200₽ | 1042₽ | 991₽ | 945₽ | 907.0₽ |
| Объем 0 – 5 см3 |
Объем 5 – 30 см3 |
Объем 30 – 95 см3 |
Объем 95 – 500 см3 |
Объем от 500 см3 |
|
|---|---|---|---|---|---|
| Заполнение 100% | фикс. цена 5500₽ | 1100₽ | 1048₽ | 998₽ | 951₽ |
| Объем 0 – 5 см3 |
Объем 5 – 30 см3 |
Объем 30 – 95 см3 |
Объем 95 – 500 см3 |
Объем от 500 см3 |
|
|---|---|---|---|---|---|
| Заполнение 100% | фикс. цена 7160₽ | 1431₽ | 1363₽ | 1298₽ | 1236₽ |
| Объем 0 – 5 см3 |
Объем 5 – 30 см3 |
Объем 30 – 95 см3 |
Объем 95 – 500 см3 |
Объем от 500 см3 |
|
|---|---|---|---|---|---|
| Заполнение 100% | фикс. цена 12110₽ | 2422₽ | 2306₽ | 2197₽ | 2092₽ |
Получите быстрый расчёт стоимости
Отправьте заявку. Наши специалисты ответят в течение 20 минут.
Наши SLM принтеры

SLM Solutions SLM 280 HL
Промышленный SLM принтер. Наша основная единица.
Толщина слоя от 20 микрон
Печать порошковыми металлами
Количество: 1 шт

3D Systems ProX 100
DMP принтер с небольшой камерой
Толщина слоя: от 10 микрон
Порошковая печать металлами
Количество: 1 шт

Arcam Q20
Промышленная EBM установка
Толщина слоя: от 20 микрон
Печать порошковыми металлами
Количество: 1 шт
Основные сферы применения
Автомобилестроение

Авиакосмическая отрасль

Судостроение

Энергетика
Машиностроение, инжиниринг

Медицина
Работы напечатанные по технологии SLM
Здесь Вы можете оценить стоимость печати различных изделий из порошковых металлов. Выберите наиболее похожий на Вашу задачу проект и перейдите в портфолио.












Проектирование моделей для 3D печати металлами
Воспользуетесь данными руководством, для проектировки моделей в соответствие с максимальным и минимальным требованиям для SLM/DMLS - технологий. Это позволит избежать возможных проблем с печатью, достичь наилучших результатов. Иногда детали, выходящие за рамки рекомендуемой геометрии, могут быть успешно напечатаны. Проконсультируйтесь с нашими специалистами.
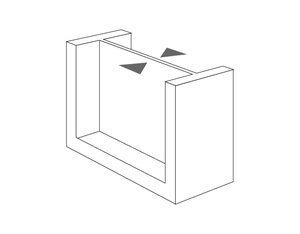
Поддерживаемая стенка
> 0.4 мм
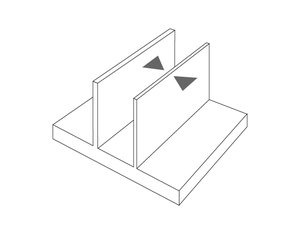
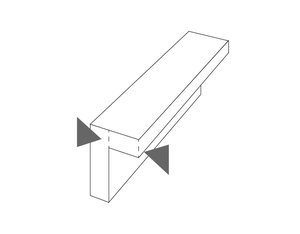
Неподдерживаемая стенка
> 0.5 мм
Удаление порошка
> 2 - 5 мм
Диаметр стержня
> 1 мм
Горизонтальный мост
< 2 мм
Наклон выступа
> 45°
Неподдерживаемый выступ
< 0,5 мм
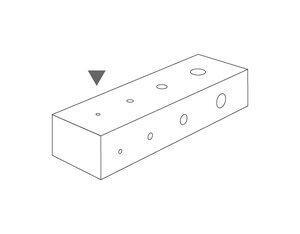
Отверстия без поддержек
< 0,5 - 6 мм
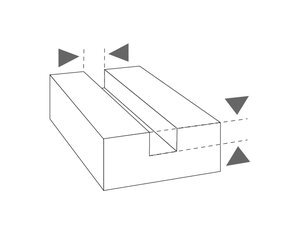
Канавки
> 0.2 мм
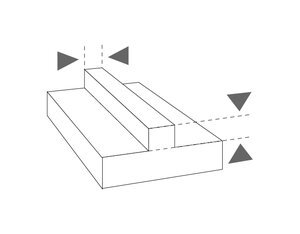
Возвышенный рельеф
> 0,2 мм
Допуски
±0.127 - 1 мм
Размер детали
350 х 350 х 380 мм
Нужна альтернативная технология?



Тот случай, когда проще - лучше
Скопируйте адрес почты или нажмите: zakaz@unit3dprint.ru
Напишите письмо, укажите металл, приложите файл, фото, чертеж…
Через 5 минут наш специалист начнёт расчёт
Доставляем продукцию в любую точку России
Наши клиенты - средние, малые, крупные предприятия, а также частные лица. Помимо России мы доставляем изделия в страны ближнего зарубежья и Европу.

